加工厂如何控制钢化玻璃平整度?采用什么方法合适
钢化玻璃平整度不好的原因,主要还是在于钢化玻璃的质量,在经过加热炉加热后,边部温度高于中间部位的温度,在冷却过程中温度较高的边部收缩量将大于温度较低的中间部位,在玻璃完全冷却到室温状态时,将导致玻璃边部尺寸大于中间部分的尺寸,在玻璃边部形成较大的压应力,造成玻璃边部向上弯曲。那加工厂如何控制钢化玻璃平整度?
钢化玻璃平整度不好的原因,主要还是在于钢化玻璃的质量,在经过加热炉加热后,边部温度高于中间部位的温度,在冷却过程中温度较高的边部收缩量将大于温度较低的中间部位,在玻璃完全冷却到室温状态时,将导致玻璃边部尺寸大于中间部分的尺寸,在玻璃边部形成较大的压应力,造成玻璃边部向上弯曲。那加工厂如何控制钢化玻璃平整度?

1、钢化玻璃向上或向下弯曲的解决办法
因玻璃上下表面存在风压不一致或温差导致玻璃弯曲的情况时,当玻璃上向上弯曲时,表明玻璃上表面温度高,应降低上表面温度,加热炉底部的温度,减小玻璃上下表面的温度差;当玻璃向下弯曲便是下表面温度高于上表面,降低下表面温度,同时提高上表面温度。也可采取延长或减少加热时间,将影响昆明钢化玻璃质量的因素降低。
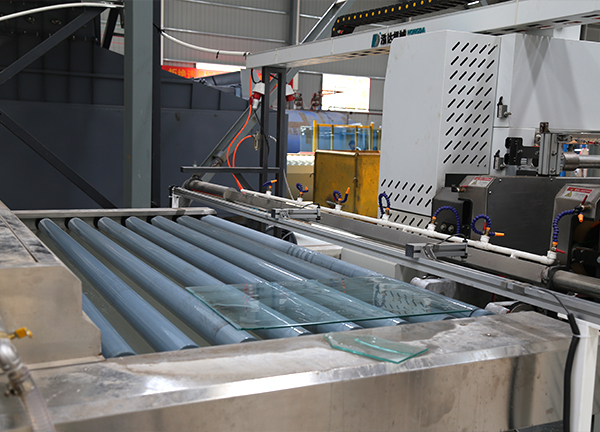
2、钢化炉加热段陶瓷辊的变形的解决办法
提前预热辊道,使辊道内部受热均匀,消除应力,减少辊子的应力变形。
3、随机温度分布不均匀的解决办法
昆明钢化玻璃加工厂建议应及时检修玻璃钢化炉,定期维护设备避免设备出现状态不良,定期清理温度传感器附近玻璃渣,确保温度传感器是正常感知炉温,并制定合理的设备检修、装片制度来解决。
加热时中间与边部存在温差,当玻璃出现边部向上弯曲的情况,是因温度设定值边缘偏低或炉体保温不造成的,需调节边缘温度设定值。当昆明钢化玻璃出现中间部位高于边缘部分的情况,可先空炉运转,使炉内温度分布均匀后然后再上片。